
热门推荐
 商场的监控能拍到手机内容吗
商场的监控能拍到手机内容吗
 意系地暖有哪些品牌
意系地暖有哪些品牌
 word怎么设置艺术字形状为双波形
word怎么设置艺术字形状为双波形
 ME属于悬浮剂吗
ME属于悬浮剂吗
 人造棉出厂前要做缩水处理吗
人造棉出厂前要做缩水处理吗
 压花里布克重太轻怎样处理可以重一点
压花里布克重太轻怎样处理可以重一点
 植保无人机在农作物生长过程中应用分析MATLAB主要干什么
植保无人机在农作物生长过程中应用分析MATLAB主要干什么
 建伍tm-d710a核准码
建伍tm-d710a核准码
线切割高频线具体怎样接在上下丝架上

问题描述
- 精选答案
-

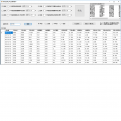
电火花加工用脉冲电源即脉冲发生器,它的作用是把普通50H2的交流电转换成频率较高的单向脉冲电流,以使电极间隙产生电火花放电来蚀除金属。脉冲电源对放电加工的加工速度、表面质量、加工过程的稳定性和工具电极的损耗等技术经济指标有很大的影响。脉冲电源参数包括电流峰值、脉冲宽度、脉冲间隔、空载电压、放电电流,快走丝线切割加工脉冲参数的选择见表6-1
1.电流峰值 电流峰值指短路时放电电流的瞬时最大值,在其他参数不变时,电流峰值增大,切割速度明显增大,但表面质量会变差,电极丝的损耗加大甚至断丝。
2.脉冲宽度 脉冲宽度是指脉冲电流持续的时间,在其他参数不变时,脉冲宽度增大,切割速度明显加快,电蚀物随之增加,来不及排出,造成切割过程不稳,反而使切割速度下降,表面质量变差,电极丝的损耗加大甚至断丝。试验证明改变脉冲宽度不如改变电流峰值对切割速度影响显著。
3.脉冲间隔 脉冲间隔是指两个连续脉冲之间的时间,它直接影响平均电流,在其他参数不变时,脉冲间隔减小相当与增加了单位时间内的放电次数,平均电流增大,切割速度加快,但脉冲间隔过小,会造成电弧放电和断丝。
快走丝线切割机的加工流程
审图:
a.确定哪些是需要线割的!
b.看清尺寸、光洁度要求!
c.考虑怎么加工、怎么装夹,确定加工工艺!
画图和编程:
a.打开机床进入控制面板!
b.鼠标点击“返主”,进入绘图模式!
c. 编完程后按“执行1”→输入补偿间隙值为0.1mm→后置→G代码加
工单存盘→存盘文件名:81→存入HF目录→返回控制面板→读盘→81→确定
电极丝的安装:a.先上丝,再穿丝!
b.先把丝筒摇到其行程的最右边,然后旋紧行程开关,最后把电极丝的一端用
螺钉固定在丝筒上!
c.接着如图1所示,把丝盘套在上丝杆上,用螺母旋紧!
d.确保电极丝没掉轮的前提下,用摇杆摇动丝筒,待丝筒快运转到其行程的另一
端时剪断电极丝!
e.穿丝时确保电极丝在各个导轮槽里,同时还要搭在导电块上或压在导电块下(切记不要让电极丝拉在导电块的侧面,那样容易断丝),最后用螺钉把电极丝固定在丝筒上!
f.丝穿好之后要往右摇丝筒十多圈,然后把左端的行程开关拧紧!接着用紧丝轮紧丝(把丝压在紧丝轮槽里面,然后左手握住紧丝轮不动,右手去按丝筒开关!当丝筒转起来后,你要轻轻用力往后拽紧丝轮,快到右边行程开关时按“急停开关”,然后把右边行程开关拧紧!)!
工件安装:
a. 务必使工件的加工部位在机床的行程范围内,且要有利于打表校平行。工作台移动时工件不可与钼丝、丝架碰撞!
b.安装之前要在钢板上打孔(29,22),之后用压板把钢板压在机床上,然后找正!
c.工件基准面的找正:
将百分表固定在机床丝架上,使表针与工件基准面接触,然后往复移动工作台,按表中的数值摆动、相应敲动工件使其达到允许范围内!
d.电极丝的垂直度校正:
电极丝垂直度校正主要通过调整U、V轴来实现的!一般在加工新工件时调整,使电极丝与工件的基准面完全平行(校垂直时要把丝筒打开、高频打开、功放管开一个、脉宽为4、脉间也为8,然后移动X、Y轴使电极丝缓缓靠近工件,当两者距离达到0.01MM左右就放电了,最后通过调整U、V轴来使放电达到均匀,以使校正完成)!
加工完毕检测下工件尺寸就好了!
工件的加工:
用钼丝对工件的基准面放电→确定工件零点(记得加钼丝半径)→抽丝→把机床摇到(29,22)点上穿丝→盖上防护罩→打开丝筒、打开水泵→功放管开3个、脉宽32、脉间8→反割
检测:
加工完毕用游标卡尺量一下尺寸就好了!
猜你喜欢内容
-
商场的监控能拍到手机内容吗
商场的监控能拍到手机内容吗回答数有3条优质答案参考
-
意系地暖有哪些品牌
意系地暖有哪些品牌回答数有3条优质答案参考
-
word怎么设置艺术字形状为双波形
word怎么设置艺术字形状为双波形回答数有3条优质答案参考
-
ME属于悬浮剂吗
ME属于悬浮剂吗回答数有3条优质答案参考
-
人造棉出厂前要做缩水处理吗
人造棉出厂前要做缩水处理吗回答数有3条优质答案参考
-
压花里布克重太轻怎样处理可以重一点
压花里布克重太轻怎样处理可以重一点回答数有3条优质答案参考
-
植保无人机在农作物生长过程中应用分析MATLAB主要...
植保无人机在农作物生长过程中应用分析MATLAB主要干什么回答数有3条优质答案参考
-
建伍tm-d710a核准码
建伍tm-d710a核准码回答数有3条优质答案参考
-
测铜含量最精确的方法
测铜含量最精确的方法回答数有3条优质答案参考
-
cuso4用来检测什么
cuso4用来检测什么回答数有3条优质答案参考















